
It started with a casual response to an e-mail I received concerning a page I had on my web site. The person inquiring about the page was Greg, the National Sales and Operations Manager at ARB Corporation in Australia. It ended the following week after I spoke with Jim, the President of ARB USA. He shipped me a pair of air lockers for my D30 and D44 axles and a compressor to keep them both happy. Airborne Express had them at my door step in a couple of days. (no, they were not free….yes, it was just too good of a deal to pass up)
After my recent rear disc brake conversion, the old trick of feathering the brake pedal for the Detroit TrueTrac didn’t work as well. My priority list was readjusted and a front locker moved to first place. I talked with some friends in CA and got a line on a used Detroit for the D-30. I figured that I might as well have a pair of Detroits and with my Tera 2LO conversion, I could easily unlock the front end on the trail for the tight turns, etc. Well….then along comes that e-mail from Greg and in no time at all, I’m looking at ARBs. Many of you that know me pretty well are probably smiling about my sudden switch to ARB from Detroit. Those of you that know me really well also know that I only bought my first Detroit because it was pretty much goof proof. With no support lines, compressors, solenoids, pressure switches, etc., the chances of a locker failure are greatly reduced. ARB makes a good product (and I’ve never said otherwise), and with the install done by an experienced ARB installer, one should have years of good service. So, with an offer that I just couldn’t say no to, I decided to replace the Detroit in the rear D44 with an air locker. I wouldn’t want the locker in the D30 to get lonely! [big grin]
One of the folks at ARB Australia was nice enough to send me a PDF document for the new style locker in the D44 install. You can get a copy here. Note that the file is about 7.5 MB in size.
OK….enough of the background chit-chat….time to get on with the details of the project.
My first step was to open up the boxes and take inventory of what all came in the boxes. I was happy to find that everything I could think of was included. After looking at the wiring harness that came with the compressor, I was glad I decided to go with the ARB compressor setup rather than adapting my QuickAir2 for locker duty.

I decided to start with the compressor and find a suitable mounting spot for it. As is commonly done, I used the ABS tray beneath the brake master cylinder. By moving the cruise control motor, I was able to slip the compressor down onto the tray and mark the mounting holes once it was in a good position. I then removed the tray from the tray and drilled the holes.

Holding the compressor mounting bolts from the top while putting the mounting plate, washers, and nuts on from the bottom was, in my opinion, a two man job. Yeah, I am the short one standing on the milk crate, just in case you were wondering. That is Remington, my #2 son, laying under the Jeep (at least it isn’t crowded under there!). By the time you read this, he will have left for the US Marine Corps.

After the compressor was mounted on the ABS tray, I applied some PTFE tape to the threads and screwed in the air control solenoids and the pressure limit switch (the limit switch does in the middle). When I was adjusting the position of the compressor so I could mark the mounting holes, I lightly screwed the solenoids and pressure switch into place so I would be certain to find the optimum spot to mount the compressor. You need enough room between the compressor and the side of the Jeep so you can remove any one of these items for a repair job. Unbolting the compressor from the ABS tray on the trail would NOT present an easy trail fix.

This picture is taken from in front of the driver’s seat, looking up at the firewall area, just above the gas pedal. There is a large oval shaped rubber grommet that starts out from the factory with NOTHING going through it. As you can see here, mine as accumulated quite a number of wires over the past couple of years. As I have obviously done so may times before, I used it to feed the switch harness wiring into the cab. I cut a small X with my pocket knife in the grommet and then push the wires through the slits.

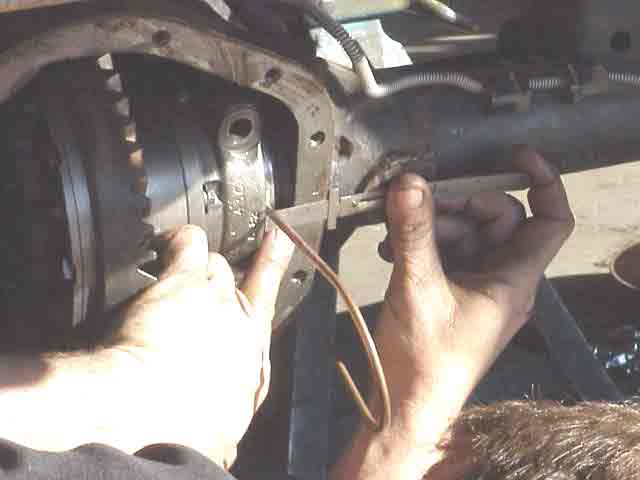
The copper air line must be removed from the bulk head fitting. Use a small wrench to remove the compression nut.

With the air line detached at the bulkhead fitting, the bearing caps can be removed. The Dana axles have orientation marks on the bearings caps and the housing so that you can properly identify and position the right and left bearing cap. The housing is bored with the caps in place and it is important to ensure they remain in the correct position during reassembly. I make it a habit of using a small center punch to mark the top of the bearing caps, using 1 dimple on one side and 2 on the other (if I have a problem reading/finding the factory marks). This allows me to easily position the cap during reassembly. Since the bearing cap with the drill air line hole can only be installed one way, you really only need to mark/identify the top of the other bearing cap.

The locker fits very tightly (referred to as preload) in the housing. While some folks use a case spreader to slightly force open the housing, most techs I know don’t use that method. I spoke with Grady, one of the guys that works at the TBT shop, and inquired as to his favorite method of extracting the locker from the axle housing. Pry bars is one of his normal methods. We tried a large one (seen in the above photo) but didn’t have much luck budging the locker. It was in there very snuggly. I’ve seen a pair of them used to pry the locker out of the housing. We finally resorted to using the slide hammer in the above pic. The hook on the end was placed against the ring gear and it was gently “tapped” out of the housing. Be careful of the shims when removing the differential from the housing. You want to be sure they go back in the same way they came out. This sets the preload and the setup between the ring and pinion gear. As long as this is not changed, there is no need to check the gear setup when you are done.
As I was straightening the air tube on the seal housing a bit, I felt the tube crack. Before we even removed the bearing cap, you could see where the tubing had been kinked just a small amount. It had been suggested to me by a good friend that I might want to get a spare seal housing to have, just in case, when doing the o-ring replacement. As it turned out, that was good advice indeed.

With the locker sitting on the bench, the seal housing was slipped off. Beneath it are the two o-rings that were to be replaced. I couldn’t see anything wrong with the o-rings and likewise the seal housing surface looked OK too. Given that I was not leaking air from the housing, I guess I couldn’t expect them to be in that bad of a condition.
The old o-rings were removed and a careful inspection of the grooves were made, just to make sure there were no rough edges, etc. to cause an o-ring problem. The groves were thoroughly coated with fresh gear lube and the o-rings were likewise lubed up. The rings where then carefully put into the grooves, making sure not to roll the o-ring into position. If you try to roll the ring between your thumb and finger, you can feel the resistance build up as the ring twists. It is pretty easy to feel the o-ring slip into the groove correctly when you mount them.

With the o-rings installed, I turned my attention to the housing. I used some brake cleaners to clean the residue out of the housing….that stuff that kind of coats the bottom of the housing. I cleaned up the sealing surface using a gasket scraper, getting rid of the old RTV that was used to seal the cover in place. Take a couple of minutes and also check the pinion gear teeth, making sure there are no chipped or broken teeth. Likewise, check the teeth on the ring gear.

With the housing cleaned up, the ARB was placed back into the housing. A dead blow hammer was used to gently tap the carrier into position. You want to be sure to line up both ends as you get it started. It is easy to get it cocked off to one side a bit and results in things becoming much more difficult. Once it gets a little further into into the housing, you can whack it pretty hard with the dead blow hammer to seat it the rest of the way. You will know when it “pops” home in place. Be careful to NOT hit the copper tube!

At this point, you are almost done! Put the bearing caps into position (remember to get the top/bottom aligned correctly). On the D44, the bolts are torqued to 80 ft. lbs. Snug them down in a criss-cross pattern until they are fairly tight and then finish them with the torque wrench. The copper air line is then reconnected to the bulk head fitting. The copper air line needs to be located so that it does NOT rub on the cover nor make contact with the rotating locker. Do a double check on everything and then reattach the blue air line to the outside of the bulkhead fitting.
Right now is a GREAT time to check for air leaks in your system. Better to find a leaking copper air line compression fitting now then to have to redrain the housing and go looking for it later. I knew my ARB compressor was in good condition for I had tested it just a week ago and it held pressure for several hours without the compressor kicking on. Knowing that, all I had to do was to energize the compressor and then engage the locker and let them set. If there are any leaks in the o-rings, seal housing, or any of the fittings at the bulkhead connector, the compressor will bleed down in short time and turn on again to recharge the leaky system. I let mine sit for 45 minutes with the rear locker engaged and the compressor did not cycle. The ARB owners manual states that a 20 minute leak down test is adequate so I felt confident my system was doing very well.
At this point, it is time to put things back together. I coated the sealing surface on the diff cover with RTV and it back on the housing, along with the diff guard. The truss bracket was then reattached. I took a few minutes and cleaned up the axle shafts just a bit. As I had mentioned, a small amount of RTV had been used on the external surface of the seal to help ensure no gear lube leaks at the end of the axle tubes (I hate gear oil on the brake pads and the e-brake shoes). With the shafts looking to be in good condition, a bit more RTV was spread around the outer edge of the seal and the axle shafts were slid back into the tubes and the retaining plates tightened down. The brakes were reattached and the tires mounted and lug nuts torqued. DONE! ….. well, not quite…..don’t forget to put some gear lube in the diff housing.
Because my D44 is rotated a fair amount to provide the proper pinion angle for the CV drive shaft, I can’t get more than a quart into the housing without a little help. That little help is to either park the vehicle on a steep down hill slope (front bumper going down hill) or to back the rear tires up onto a set of wheel ramps. Either way, it raises the rear of the vehicle and allows me to get at least another half quart of gear lube in the housing.
You are done. Time to go out and enjoy your Jeep on a nice trail!
Remember to always TREADLightly!
ARB Air Lockers
I was a month or two over due for my routine diff fluid change. I had gotten the rear D44 done in December. I had a pair of leaky o-rings that I replaced and so a fluid change was done then. I promised myself I would get the D30 done right after my Christmas vacation wheelin’ time was done. Several water crossings later (yeah, we finally got rain here in Arizona), it was mid-February and Moab is about two months away. I reserved an hour of time on one of my regular days off and started on the D30. I had picked up some Mobil1 gear lube and I had a fresh tube of RTV waiting to seal things up. This was going to be a quick and easy gear lube change.

I removed the diff guard from the front of the housing and grabbed the 3/8″ socket extension to unscrew the fill plug. The D30 plug has a magnet in it which usually comes out with a thin film of wear products stuck on it. Needless to say I was quite surprised (and very disappointed) to see two of the above bolt pieces sticking to the drain plug when it cleared the diff cover. While I had not seen them before, I knew exactly what they were….case bolts from my ARB locker (not ring gear bolts).
I proceeded to remove the remaining diff cover bolts and break the RTV seal to let the oil drain into the catch container. Once emptied, I grabbed one of those mechanics magnets from the toolbox and went fishing around in the bottom of the diff housing. Sure enough, a total of 10 pieces were retrieved, just enough to make 5 complete bolts. The heads had sheared off and the bolts had backed out of the ARB case.
Not much I could do at this point in time. It was late in the afternoon and I wasn’t about to try to pull the diff and find parts for it. I tossed a shop rag in the bottom of the housing (soak up the residual oil) and put the cover diff cover back in place with three bolts holding it on. With the Warn hubs locked out (their normal highway position), the ring and pinion gears wouldn’t be rotating so I wasn’t worried about lubrication for now. The next day, I stopped by the local 4×4 shop and picked up some parts. A new six pack of bolts and tab washers, a pair of o-rings, and new bearings and races. The bill came to a bit under $60. The o-rings weren’t leaking but given small cost of the o-rings, it was silly not to replace them once I had the ARB pulled from the housing. I scheduled some time with Toys by Troy for the following Monday. I planned on doing most of the work but expected to need some help from Grady, who does the gear setups at Troy’s shop.

Fast forward to next week at the shop. With Lady on the lift, I pulled the front tires and got down to business. In order for the the ARB to be removed from the housing, the axle shafts must be removed (at least far enough for them to disengage the splines on the locker). I proceeded to remove everything from the knuckles, including the Warn hubs, spindles, and finally the axle shafts. The chromo-shafts looked good and the u-joints felt smooth. They had been in for about 3 years but with the hubs unlocked on the highway, they only see movement when we hit the trails. Finally, I dropped the tie-rod from the driver’s side knuckle to allow the necessary access to the front of the diff housing.

A close-up of one of the empty case bolt holes prior to the locker being removed from the housing. That little bolt in the upper hole is the sole survivor. I called the ARB tech support folks last week (when I discovered the problem) to see if there were any “fixes” besides the obvious bolt replacement. Basically, the answer was no, nothing special to fix the problem. The tech stated that the D30 housing flexes more than the larger housings and that over time, you can lose a little pre-load. Because of the flex, sometimes the bolts shear and sometimes they stretch. I guess mine opted to just shear the heads off. The tech said to get new bolts for the reassembly and to check the locker for any notable problems once we had it out of the housing. He offered to let me send it to them for inspection but I decided it would be cheaper and faster to pass on that….but thanks ARB for the offer. As it turned out, there was not other damage we could find during our inspection.

Before the locker could be removed from the housing, the copper air line had to be disconnected from the bulkhead fitting in the housing. An easy way to accomplish this is to first remove the blue 6mm ARB air line.

Next, remove the brass coupler from the bulkhead fitting. A 9/16″ wrench and a 3/8″ wrench does the trick for this step.

I then unscrewed the bulkhead fitting from the housing. This gives one the most space for navigating the copper air line (with the compression ring) out of that hole. Be careful when moving the air line. The old lines, like mine, are quite stiff and are more liable to kink than they are to bend if you are not careful. Mine had been somewhat flattened when it was first installed and as I tried to move the line, it cracked right where it comes through the bearing cap. I went ahead and bent it a little more to finish the job. Not a major problem, I suspected this might occur and so I just happened to have a new seal housing (which the copper air line is attached to) sitting in the back of the TJ. Troy thought the seal housing may have been damaged from the case bolts being sheared so at the last minute, I picked one up just to be safe.
Once the copper air line is free of the housing, remove the bearing caps (two bolts per cap). Note their position. It is easy to tell left and right (in this case because of the air line) but you also need to pay attention to which end is top and bottom prior to removing them. It is important to install them in the same position as they were removed. If you don’t, you stand a chance of having the axle shafts and differential be out of alignment with each other once you assemble everything. That leads to short life spans of the rotating components.

With the bearing caps removed (and my copper line really removed), it is time to extract the differential from the housing. One way to do it is to put a box end wrench over a ring gear bolt. Once in place, slow rotate the locker up until the wrench comes in contact with the housing. Then, take a pry bar and slip it between a pair of ring gear teeth at the bottom of the housing. As you carefully push on the pry bar, it will cause the locker to rotate up and out of the housing. BE CAREFUL! Don’t drop it….and note that there are shims on the end of the bearing on the driver’s side. If you have a friend nearby, ask them to help….this is one of those extra pair of hands procedures (at least until you get good at doing it solo!).
More ARB Air Locker
Lady gets ARB Air Lockers
With the compressor mounted on the ABS tray in the engine compartment, it was time to work on locating a position for the control switches. A search on the Internet and a question posted on a couple of Jeep forums yielded a variety of ideas. By far, the most common spot seemed to be the TJ’s ashtray area. Since I had quit smoking better than 10 years ago, it seemed like a pretty good place for the switches. The ash tray had been collecting gun wrappers and such over the past couple of years and I figured the loss of that ability was fairly minor in the grand scheme of things.
Most of the write-ups I read through, that used the ashtray area, used a factory 3 switch plate that the hard top owners have on the left side of the ash tray. With some plastic dash cutting and various methods involving screws and hot glue, the ashtray area is transformed into another 3 switch panel. A switch panel was running around $20 at the dealer and they weren’t open on Sunday, so I decided to make my own.

I found some light weight aluminum sitting on the garage shelf. It was actually the top to a piece of rack mounted electronics equipment and had little ventilation holes in it. I took some cardboard and constructed a template of the plate I would need. I used the measurements of a switch and spaced out the blocks on the template. After I was satisfied with the template, I traced it onto the aluminum and cut it out using a portable scroll saw with a metal cutting blade. After the initial cuts were made, it took about 30 more minutes with a flat file to true up the switch holes and smooth the edges. Here it is in place, before I painted it flat black.

And with a little bit of black paint, the panel looks a bit better. I have not attached the face plates of the two switches in the above picture. Since these were my switches mounted on my plate and in my Jeep, I decided to put the compressor control in the center. The switch to the left (as you look at it) will be the rear locker and the right hand switch will be for the front.

With the switch panel pretty much finished, I started on making some room in the dash for the switch harness. I pulled the molding off of the center portion of the dash. I removed the factory switch panel from the dash (the switches and wires were still attached) and proceeded to notch out a piece of the mounting area with a Dremel tool. Be careful and don’t slip and slice some of the wires (if you have wiring on this panel as I do).

I used the Dremel tool to cut a corresponding triangular hole in the center molding so it would line up with the one I had just cut on the factory switch panel.

I removed the dash panel below the steering wheel so I could route the switch harness wires more easily. The harness also needs to tap into two wires under the dash, an ignition hot wire and a dashboard lights wire. Having this part of the dash removed makes it easier to make these necessary connections.
More ARB Air Locker
Lady gets ARB Air Lockers

Here is the wiring harness pulled down and into the old ash tray area. I had not anticipated quite the “bundle” of connectors in this rather small area. Although I had plenty of room for the switches, it got a bit more cramped once the wires were attached to the back of the switches. For now, I am leaving it as is. I might rethink this setup a bit and see if I can get a better fit for the switch panel (or change out the panel for another one.

Here is the switch panel with the 15 odd wire connectors attached to the back of the switches. As you can see, it adds to the overall depth of the switch assembly. I hadn’t counted on quite this much added to the depth of the switch.

Here is the switch panel buttoned down and in place (with the compressor switch turned on). It will do for now, but I still might visit this part of the project at a later date and see if I can get a better fit overall.
If you wish to explore another option for controlling your ARB air locker, there is a manual air valve that can do the job too.
More ARB Air Locker
Lady gets ARB Air Lockers
Monday finally came. I had spent some time over the weekend running the air line for the rear locker. I left about 2′ of extra line for the installer dress off in what ever manner was was needed.
I walked into 4 Wheeler’s Supply & Off Road Center at about 8:00 AM. I had been in the previous week to set up an appointment and met Steve, my service writer. During my first visit, I had asked if taking a few pictures would be OK, for this write-up, and he cheerfully agreed to let me do so. Today, it was just a few pertinent pieces of information for the work order (name, phone number, name of first born son, etc.) and we were ready to rock and roll. He introduced me to Donnie, my ARB installer, a few minutes later. Somewhere in this pile of pictures, I have a photo of him. Most of the time, you’ll see the back of his head or hands in the pics as I tried to capture most of the high points of the install. I checked Donnie’s cradentials (no, not really),
Note: The photos shown here are from the D30 and D44 installs. I have selected photos from both installs (some pics where better than others) and arranged them in a sequence that shows the install process. If you feel compelled to point out the differences between one picture and the next (the D44 ring gear bolts are removed and the next picture is the D30 getting a bearing pressed on), please enjoy yourself….but don’t tell me as I already know.
With the TJ parked in the last service bay at the end of the building, Donnie got started on the task at hand. The rear end was raised and supported by jack stands, allowing the rear axle to droop down and give unobstructed access to the differential housing.

Donnie pulled the diff bolt covers and let the diff lube drain while he removed the tires, brakes, and axle shafts from the axle housing. He checked the backlash before removing the bearing caps. Once they were off, a pair of pry bars were used to carefully remove the Detroit locker from the housing. Donnie gave the pinion and ring gears the once over and reported no problems to be found. The Mobil1 diff lube I was using was about due for a change (I do mine once a year unless required more frequently) and it looked in good shape as well (no, we didn’t reuse it!)

Once on the work bench, the ring gear bolts were removed with an impact wrench. (makes fast work of all those bolts) While Donnie was working, he gladly answered the variety of questions I kept asking. I also got a run down of some of the other jobs he has worked at over the years, etc. It was apparent that he enjoyed working at 4 Wheeler’s and that was fine by me! I’ve had a vehicle worked on by a mechanic that didn’t really want to be there that day. I’m glad today wasn’t one of those days and Donnie wasn’t one of those mechanics!

With the ring gear out of the way (and into the heated power washer), Donnie grabbed one of several bearing pullers that sits on the diff bench. I had not seen this particular one before so of course I had to ask about it. It is made by Miller and is designed to easily separate the bearing from the differential with the help of a half inch impact wrench. Donnie only removed one carrier bearing so he could recover the shims. This, of course, lead to a discussion about shims, backlash, diffs, etc. Hey, I wasn’t complaining. Lots can be learned from someone who has been doing this job for a number of years.

OK, the bearing was off and the shims from the D44 were examined to ensure there was no damage. ARB supplies one bearing, for the seal side, with the air locker. Donnie suggested I pop for a new bearing (actually two bearings, one for each diff) for the ring gear side of the locker. Even though we could see nothing wrong with the existing one (it only had 20K miles on it), it was good insurance and sense to me. You can see the new bearing and the recycled shims in the above pic, waiting to be pressed on.

With the bearings in place, Donnie retrieved the now heated ring gear from the power washer. (He also retrieved my Detroit locker which got a free wash job at the same time). The heated washer removed all of the lube oil and such from the ring gear and got it up to temperature like the ARB install documentation recommends.. He gave it a quick spraying with some fast drying degreaser (I forget the name of the stuff) and then blew it dry with compressed air, ensuring the bolt holes were clear. With the ring gear still pretty warm, Loctite thread sealant was applied to the ring gear bolts and everything assembled and torqued to spec. Donnie gave it a good check out and was happy with the progress so far. Me? Heck, I was having a good time and just trying to stay out of his way!

Donnie flipped the locker over and started on the seal side of the unit. He squirted a heavy film of synthetic gear lube (I think it was Redline if memory serves me correctly) all over the O-ring grooves on the locker.

I think it is safe to say that anyone that has been around ARBs (or knows someone that has them) has heard something about “those o-rings”. They just might be the most critical component of the air locker. Cut one or fold it over, and your locker will leak air like a sieve. Donnie slipped the o-rings into the grooves of the bearing journal as confidently as a southern Baptist preacher approaches the pulpit. I had to slow Donnie down a notch or two so I could snap a couple of pics. He was on a role!
More ARB Air Locker
Lady gets ARB Air Lockers

With the O-rings in place, Donnie took the seal housing and slipped it into place. I asked him if this was the place where unfortunate installers screwed up the O-rings and he confirmed it was. He slid the seal housing off of the bearing journal so I could better see what was going on. Plenty of lube and a twisting motion while pushing on the seal housing ensure that the O-rings stay in the grooves and remain undamaged. Donnie has the technique down just right because those O-rings looked just as good when he pulled the seal housing to show me how it was done. (and I am glad!) You can see the metal tubing that supplies the air to the seal housing in the above picture.

With the locker set aside for now, Donnie turned his attention to the differential housing. Time to get the air drill and make a hole for the air line fittings. This is where the metal tube from the seal housing interfaces with the 5mm nylon tubing that comes from the compressor. Donnie drills the hole in two stages, using a smaller diameter bit for the first pass and then the final size bit to finish it up.

Next comes the tap. A 1/4″ NPT tapered pipe thread tap is used here. Donnie made sure the tap was square to the housing when it got it started. He said he prefers to leave 3 threads showing at the big end of the tap. Since this is a tapered hole, it allows the bulkhead fitting to bite tightly into the hosing when it is installed. Donnie said he never gets a leak this way and does not require any thread sealant of any kind.

With the residue from the hole properly clean out of the housing, Donnie fits the ARB into the housing. Using the shim pack that came with the air locker, he set the carrier bearing pre-load for the ARB. Yeah, that is one of those big dead blow (is that what they call it) hammers.
With the locker properly seated, Donnie takes some measurements for the hole that must be drilled in the bearing cap. He had a pretty good variety of stories to tell about the various bearing caps (and seal housings) that he had encountered since working at 4 Wheeler’s. This is a critical step where the old saying of “Measure twice, drill once” is advice well taken.

With the hole for the bearing cap properly marked, Donnie chucks it up in a vice and drills the 1/4″ hole. Since the bearing caps are mated with the axle housing at the time of manufacture (they are bored by the manufacturer as a single unit), you really do want to make sure that you only have to do this step one time.
More ARB Air Locker
Lady gets ARB Air Lockers

After the hole was drilled, Donnie counter drilled (chamfered) the hole that he just made. This helps relieve any pressure around the bearing seal tube hole and also makes sure there are no sharp edges or burs on the bearing cap.

The bearing cap with its new hole is slipped over the metal tube and the bearing caps torqued to spec. Again, Donnie checked the backlash to ensure all went together as expected. So far so good. He is making good progress and is way ahead of the schedule I was hoping to be on.

I thought I would toss in a close up picture of the differential housing penetration (as ARB calls it). Donnie will route the metal tube up through the bottom of this fitting and secure it into position.

With the metal tubing properly clearanced (so it does not touch any of the rotating differential) inside of the housing, the nylon tubing is connected to the housing. Before the diff cover was put into place (and before the RTV sealant was applied), Donnie verified that the cover was not contacting the tubing. If it did, one would not know how or where the metal tube might be moved to when the cover was bolted down tight. This could cause a hole to be rubbed in the metal tube.
Before sealing up the housing, we leak tested the differential. This was the done the same way I did the compressor leak test, except that we were testing the nylon tubing and Donnie’s differential handiwork this time. After all was considered acceptable, a bead of RTV was applied to the sealing surface and the cover was snugged down. The rear locker was blessed off as done.
More ARB Air Locker
Lady gets ARB Air Lockers
The front D30 locker was pretty much a carbon copy of the rear locker. Except for a few measurements, the process was a repeat of the rear locker. The only real difference was that things were a little bit smaller this time around. I’ll forgo the details of the D30 install and include a couple more pictures of things I kind of shot out of sequence, shot pics of parts from the work bench, etc.

This one looks positively disgusting! The front D30 with a Detroit Truetrac freshly removed. Blue RTV still on the sealing surface, etc. This was the first chance I got to see the pinion gear on the D30. It was quite a bit smaller than the D44’s. A truck being worked on near the bay my TJ was in had a pinion gear that looked to be the size of a softball (or there abouts). Donnie was explaining to me that this unfortunate guy was re-gearing his pickup truck. The gear set was better than $900. (I guess that is what you get when your pinion is as big as a softball!)

A picture of the jet washer that Donnie was using to clean up my old locker and the ring gears. He had just opened it and you can see the steam rolling out of the top of the door. It did a really nice job, for sure. It also made for a “no mess” trip home with the Detroits all nice and cleaned up. No oozing oil leaking through the cardboard box and onto the floor.

Donnie uses a low speed scuffing pad to break up the finish a bit so the RTV will bond better. I will continue to think that this is a really great idea until it is time for me to scrape the RTV off of the diff in a year. Oh well!

Ever look down the business end of an ARB? Donnie “popped the top” on one of mine to show me what it looks like. Check out the side gears in there. Everything is still nice and clean.
Another picture of the inner working of the ARB air locker. The compressed air activates a piston built into the differential and locks the side gears via the locking gear. Small springs push the locking gear to the disengaged position when the air pressure is removed.

That tiny little hole is where the air passes from the metal tube and into the seal housing. Not really all that big, is it? You don’t require much volume to actuate the air locker, just a bit of 90 pound air.

Hey….here that photo is! I knew I had a picture of Donnie.
A big THANKS to Donnie and Steve at 4 Wheeler’s Supply for letting me ask a thousand questions, take pictures, and generally be a nuisance of myself for a good part of their day. Their customer service was second to none, in my opinion. I had my Detroit hardware installed there two years ago and I enjoyed trouble free use since day one. I look forward to many years from my ARBs as well. I can not recommend 4 Wheeler’s Supply enough! Likewise, a big thank you to Jim at ARB USA for his significant help in getting this project off of the ground!
Manual Air Switch for an ARB Air Locker
Some folks want to avoid the ARB compressor and 12 volt solenoid valves all together when doing an ARB install. They believe these extra items decrease the reliability of the system and leave them at risk on the trail. While one can not argue against the idea that more parts means more things to break, I personally do not believe the compressor and solenoid valves are an issue. I carry a spare solenoid for that “just in case” situation although I have yet to use it. None the less, I have included some additional information that you may find to your liking if you wish to keep the install simple (and reduce your cost by over $100 too).

The above pictured air valve is manually operated by the toggle at the right hand side of the valve assembly. This valve is mounted so that the toggle shows through the dash and the remainder is hidden behind it. For all intents and purposes, it looks like an electrical switch for your rock lights or a similar item.
The air valve can be powered from either a regulated CO2 tank or some other on-board air system. I helped ScottK install these on his TJ when he did his 8.8″ rear axle. The one thing I would recommend is that you use some 1/8″ plastic line and remote mount the exhaust filter (that is the cone shaped thing on top of the valve) outside the cab of the vehicle. (run it through the firewall and zip tie it into place) When you release pressure on the valve, the air that exhausts may smell something like the inside of a differential. I would prefer to NOT have that smell in the cab. Easy to do and makes for odor free operation.
I won’t go in to more detail because you can go to Gulf Coast Rovers and get everything you need.
ARB O-Ring Replacement
Don’t ask me why it happens to some folks and not others….if I knew I would tell you. I am talking about the ARB air locker solenoid spitting an oily mist when you disengage the locker. I had my ARBs for about 18 months when my rear air solenoid started spitting a tiny bit of oil. It was hardly enough to notice….a film around the solenoid, that was about it. The other solenoid (for the front locker) was clean and dry.
What I couldn’t figure out was why it would spit a little bit of oil when you disengaged the locker. As you know, the ARB lockers requires about 85 ~ 105 PSI of air for the locker to reliably engage. So you shove high pressure air down the blue air line when you turn on the lockers. Some period of time later, you disengage the locker and out spits some oil. Does that make sense? How does the oil get in the air line? And why doesn’t the oil blow out somewhere when you push 100 PSI at it?
I spoke with a friend and I think we came up with a possible explanation. When the o-rings begin to fail (leak), they allow oil to seep into the void between the two o-rings. This happens as you are driving, even in 2WD going down the highway. When you then pressurize the locker, the o-rings flex a little bit and seal (as they are suppose to seal) but the oil doesn’t go anywhere. (I don’t have a leak down problem and can go well over 30 minutes with the locker engaged without the compressor ever cycling). Then, when the locker is disengaged, the air rushes out and with it goes some of that oil up the air line. Eventually, it makes it all the way out to the solenoid and you notice it. In the mean time, a small amount of oil leaks back into the area between the o-rings and entire cycle repeats itself. We may be completely wrong….but until you come up with a better explanation, this is the one I am going with.
I lived with the spitting oily mist for another couple of years until it finally got annoying enough to do something about. In the mean time, the other air solenoid is still clean and oil free. I believe the reason is for one of two reasons….perhaps, my Warn hub kit which keeps the front axle from turning except when I am out wheelin’ may have something to do with prolonging the life of the o-rings in the front axle)…..OR…..I just had a slightly defective o-ring in the rear locker from day one and it finally started leaking. Doesn’t really matter why I guess….it needed to be fixed and that is what this write-up is about.
If you read my ARB installation write-up, you will notice that replacing the o-ring is really a portion of the complete ARB installation. To replace the o-rings, the ARB differential needs to be removed, the o-rings replaced, and then the locker installed again. So…now that you know what is going to happen, let’s get on with the details. Note that I have a D44 rear axle with disc brakes. The first couple of photos/steps may not match your axle and brake arrangement.

With the tires removed, the disc caliper mounting bolts are removed and the caliper is separated from the mounting bracket. There is no reason to remove the brake hose from the caliper itself. I used some bailing wire to hold the caliper up and out of the way.

Next, the D44 axle shaft must be removed from the axle tube. This is necessary since the splined end of the shaft engages the ARB locker and it would be impossible to remove the locker with the axle shafts still installed. The D44 has 4 nuts that hold the axle retainer in place. As seen in the above photo, a socket on an extension is used to access the nuts (through the hole in the flange). Remove the 4 nuts and set them aside as they will be reused during reassembly.

Sometimes the clearance between the axle retainer and the bolts it mounts on can be tight. I used a small punch to gently move the bolts back and out of the retainer plate. A couple of them were tight and it would have made for a more difficult job. With the bolts out of the way, pull the shaft out of the end of the axle tube. Since I had used some RTV to help seal the oil seal when I last put the axle shafts in, I had to give a gentle tug to break the RTV bond. You will probably get a little oil running out of the tube, this is normal. Have a couple of paper towels handy and use them to plug the end of the tube. Repeat the above steps for the other axle shaft.

At this point, I removed the bolts holding on the diff guard and the diff cover. My D44 has an axle truss on it. The truss is used to provide a mounting point for the triangulated rear upper control arms. A support bracket is attached to the truss and the top 3 bolts diff cover bolts on the housing. The bracket was removed to allow easy access to the diff cover.

With one of the top bolts still slightly holding the cover in place, I used a dead blow hammer to dislodge the cover enough for it to drain into the oil catch container. Did I mention that I cheated this time and put the TJ up on a lift? Standing up to do this is a lot easier than laying under the vehicle (so I found out!) Many thanks to Troy (Toys by Troy) for the use of the lift.

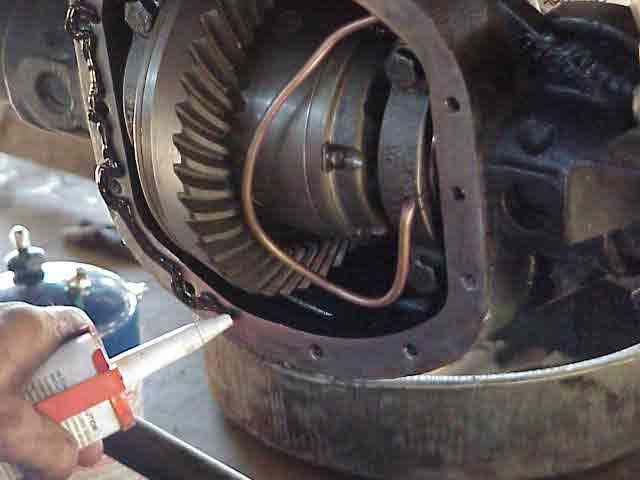
With the cover off, the ARB differential can be seen. Note the copper air line that brings the air in through the bulk head fitting and into the seal housing. In the pic above, the bearing cap is covering the seal housing.
More O-Ring Replacement